ISZ-2工法(NEW)
ISZ-2工法 施工図
RC壁、ALC壁・丸穴

標準施工図

国土交通大臣認定 PS060WL-1152
(一財)日本消防設備安全センター性能評定 KK2021-008号
使用材料…ISZパテ、受金具75h(必要に応じて)
ISZ-2工法は壁面片側から75mm充填する方法です。


カナフジ電工株式会社はSDGsの主旨に賛同し、全社を挙げて可能な限り取り組んで行く事をここに宣言致します。

「7.エネルギーをみんなに そしてクリーンに」
「9.産業と技術革新の基盤をつくろう」
生活に密着したエネルギーである電気の安定供給という社会的要請に対し、陰で支える資材を通して社会に貢献して参ります。
東日本大震災以降、環境への関心の高まりから、太陽光発電や風力発電等の需要がこれまでにないほど大きく期待されており、電気エネルギーを取り巻く状況も大きく変化しつつありますが、こうした変化への迅速な対応や電設資材の専門メーカーとして責を果たす為、生産部門の設備改善、技術の研鑽に努めますと共に、販売、流通及び管理部門の体制の整備、強化を図り、社会の信頼にお応えすべく、日々邁進して参ります。
「3.すべての人に健康と福祉を」
「8.働きがいも経済成長も」
常に「和」を持って志気の向上を計り、障害を個性としてとらえ尊重し、健常者も障害者も共に支え合う心を育み、働く喜びを分かち合える快適で豊かな職場づくりを進め、従業員の働きがいと経済成長の両立を追求し、以て社会への貢献を計って参ります。
令和2年7月1日
●エコガルの特徴
耐アルカリ性の向上。ガルバリウムと比較してpH12において6倍以上の耐食性があり、畜舎やコンクリート近傍などで耐用年数の向上が期待できます。
優れた耐酸性・対アルカリ性

●試験法
Na2SO4 1g/L 水溶液を基本浴として、酸性側はNa2SO4を、アルカリ側はNaOHを添加して pH を変化25°Cに保持した溶液中にサンプル (n=2)を 24h浸漬し、腐食減量を測定
●供試材

GLは酸性領域で良好だが pH10 以上で急激に腐食が進行します(①図) エコガルは酸性pH≒2 まで、アルカリ性 pH≒12 までは低位安定です(②図)
耐アンモニア性 ラボテスト結果
●方法
10%アンモニア水 (pH≒12.4) に半分浸漬 120Hr経過後、観察
注)化成処理:なし

加工しやすく加工部の耐食性が優れる
高Mg系鋼板よりメッキの硬さは約 1/3と柔らかく加工しやすく、耐食性に優れている。
●各種めっき皮膜のマイクロビッカース高度

●2T曲げ試験

エコガルと高Mg系メッキの比較

エコガルが環境に配慮した鋼板である理由
●平面部耐食性
●環境対応
●後めっき工程の省略

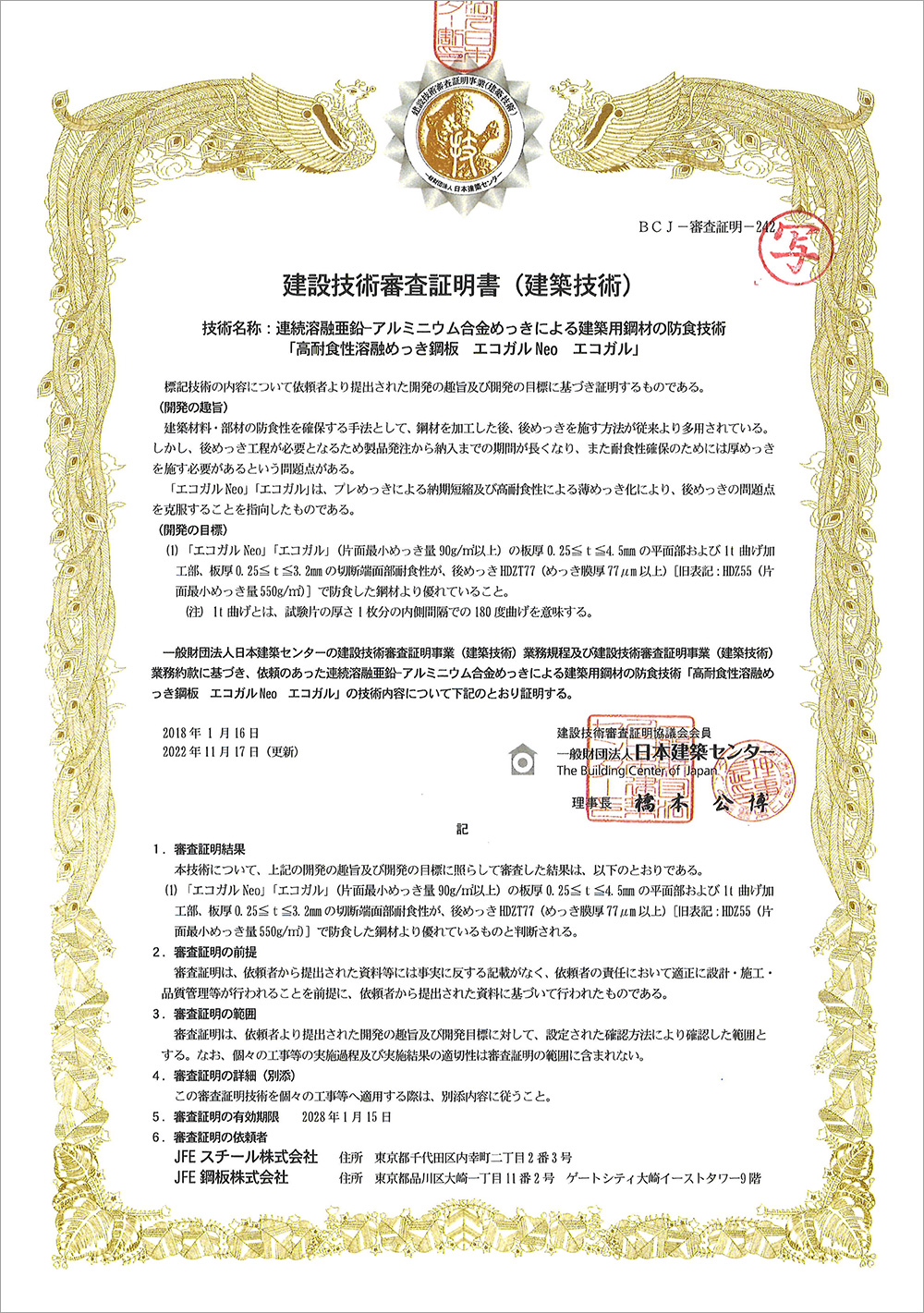
日本建築センター建設技術審査証明書を取得(BCJ-審査証明-242)
「エコガルNeo」「エコガル」(片面最小めっき量90g/㎡以上)の板厚0.25 ≦ t ≦ 4.5mmの平面部および1t曲げ加工部、板厚0.25 ≦ t ≦ 3.2mmの切断端面部耐食性が、後めっきHDZT77(めっき膜厚77μm以上)[旧表記:HDZ55(片面最小めっき量550g/㎡)]で防食した鋼材より優れているものと判断される。
日本建築センター建設技術審査証明書を取得済です。
公共案件にも問題無く使用できます。
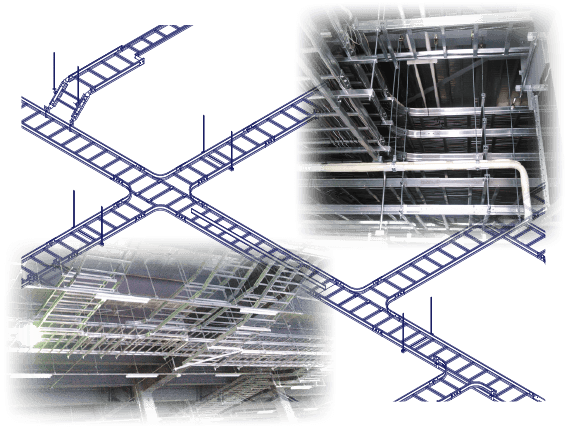
溶融亜鉛めっき鋼板を冷間ロールフォーミング加工し、特殊ネジ方式で組み立てています。
表面に塗装を施していないので、運搬中や取付作業中の表面への損傷の心配はございません。
又、接続部分が金属部の直接接触になりますのでアースボンド施工は不要になります。※1
経済性を重点に考慮し、更にVOC排出量の削減、塗装時の廃棄物がゼロ、
CO2排出量の削減など、環境に配慮した画期的なケーブルラック、Zラックを是非ご利用下さい。※2
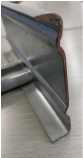
4年間の屋内実暴露の結果、ケーブルラックの端面の表面に赤錆が発生しておりますが、表面以上に腐食が進行していないことが確認できます。
※1
接続部で上下自在金具、水平自在金具、フィッチング金具などアースボンド施工が必要な場合がございますので、ご使用の際はご注意ください。
※2
加工部、端面切断部など、鉄素地が露出していますので、赤錆が発生しますが、端面めっき層がなくなるまで腐食が進行することはございません。

我々の持つ一つの工場の電力は、清水建設グループが培ってきた電力サービスを利用し、発電時のCO2ゼロ電力を2021年より利用して日々の生産を行っております。
SEE.脱酸素ビジョン
清水建設グループのスマートエコエナジー(株)では、「企業」および「地域」に対する脱炭素ソリューションを提供し、地域共生型の環境(ECO)サイクルを広げる取り組みを進めています。

電力小売サービス
きめ細かな電力小売りサービスの体制を整えています。
清水建設グループが培ってきた施設運営サービスや小売ソリューション等の知識と経験。
グリーナ社が蓄積してきた豊富な太陽光発電の活用に関わる技術。
それらをかけ合わせることで、Non-FITの再生可能エネルギー供給体制を構築。
高層ビルや工場等への「特別高圧」から中層ビルや商業施設等への「高圧」、商店・営業所や一般家庭の「低圧」まで幅広いマーケットニーズへの安定的な供給を行っています。
スマートエコエナジーの電気プラン
●Ecologyグリーンプラン

弊社では、本社社屋、及び全ての工場において照明器具のLED化を2017年までに完了しております。
使用電力の削減を実行し、それに伴いCO2削減に貢献して参りました。
2021年より工場1拠点にEcologyプランを導入し、更にCO2削減にチカラを注いでいます。
今後も弊社では、更なるCO2削減に取り組んでいきます。

●Ecologyプラン証明証

標準色の塗装を溶剤焼付塗装から粉体焼付塗装へ設備を一新し、VOC削減を行いました。2007年には全ての工場の塗装設備を粉体焼付塗装へ変更し、2019年には更に1ライン増設し、溶剤塗料の使用をほぼゼロにしました。溶剤焼付塗装から粉体焼付塗装に変えた時のひと月のVOC削減量は、塗料を1.5トン/月使用した時、約540kgのVOC量の削減になります。
VOCとは?
揮発性有機化合物(VolatileOrganicCompounds)のことで、蒸発しやすく、大気中で気体になる有機化合物の総称です。代表的なものにトルエン、キシレン、酢酸エチルなどがあります。VOCは、塗装や印刷、金属部分の洗浄、ドライクリーニングなど様々な分野で使用され、一部が大気中に排出されます。
VOCが光化学オキシダントやPM2.5を作成する
VOCは、窒素酸化物とともに太陽光を受けて有害な光化学オキシダントを生成します。光化学オキシダントが高濃度になると、光化学スモッグと呼ばれる白いもやがかかったような状態になり、目がチカチカしたり、のどが痛んだりすることがあります。また、VOCは大気中で粒子化し、PM2.5などの非常に小さな物質を生成する原因にもなります。PM2.5は肺の奥深くまで入りやすく、呼吸系等への影響が心配されています。光化学オキシダントやPM2.5による健康被害を防ぐためにも、VOCの大気への排出を削減する必要があります。

VOC削減とSDGs
VOC削減することでSDGsにも取り組めます。VOC削減で取り組める目標とターゲットは次のとおりです。

2030年までに、有機化学物質、並びに大気、水質および土壌の汚染による死亡及び疾病の件数を大幅に減少させる。VOC削減することにより、VOCを原因とする大気汚染(光化学スモッグやPM2.5)による健康被害を抑制することができます。

2030年までに、大気の質及び一般並びにその他の廃棄物の管理に特別な注意を払うことによるものを含め、都市の一人当たりの環境上の悪影響を軽減する。VOC削減することにより、VOCを原因とする大気汚染(光化学スモッグやPM2.5)を低減することができます。VOC削減するための行動のうち、適切な使用、エコバックの使用、不必要な包装を断るなどは、大気環境の改善だけでなく、廃棄量の削減することもできます。

2020年までに、合意された国際的な枠組みに従い、製品ライフサイクルを通じ、環境上適正な化学物質やすべての廃棄物の管理を実現し、人の健康や環境への悪影響を最小化するため、化学物質や廃棄物の大気、水、土壌への放出を大幅に削減する。VOC削減することにより、化学物質の大気への放出を削減することができます。

適性焼付条件(電気炉)

●イソシアネート硬化型
の枠線が、
ブロックイソシアネート硬化型ポリエステル樹脂系粉体塗料(一般的な粉体塗料)の焼付温度マップです。
が、標準焼付温度です。
●カナフジライン
の枠線が、
カナフジライン専用ポリエステル樹脂系粉体塗料の焼付温度マップです。
が、標準焼付温度です。
この20℃の温度差が
ガスバーナーのカロリー数を低減=CO2の削減につながっています。

粉体塗装と溶剤塗料の廃棄物の比較
■それぞれ100の塗膜を得る為にどれだけの廃棄物が発生するのか?
塗着効率はそれぞれ50%として計算致します。
溶剤塗料は、溶剤成分(揮発成分を含んでいますので、溶剤希釈塗料のNV(ノンボラ)を50%と仮定いたしました。
※NVとは、(乾燥後の塗料質量)/(乾燥前の塗料質量)×100の事

●溶剤塗料
溶剤塗料は、塗着効率が50%なので溶剤希釈塗料の50%がWET塗膜になります。
焼付乾燥炉で硬化反応する際にNVが50%なのでWET塗膜の50%が焼付乾燥塗膜になります。焼付乾燥塗膜100を得るために300の廃棄物が発生することになります。・・・①

●粉体塗料
粉体塗料は100%固形物で揮発成分を含んでいません。50%の塗着効率なのでWET塗膜は50%になります。
焼付乾燥時には極微量の水分、副生成物が発生したりしますが溶剤塗料のように揮発成分を含んでいませんのでWET塗膜がそのまま焼付乾燥塗膜となります。焼付乾燥塗膜100を得るために100+aの廃棄物が発生致します。・・・②
同じ100の塗膜を得る為に、①・②の差が生じます。
粉体焼付塗装に変えて、廃棄物が1/3に!!!
更に、塗装ブース内に回収機を備えていますので、未塗着粉を回収し、再利用しているので、廃棄物はもっと削減します。
我々の持つ工場のフォークリフトは、全て電動式フォークリフトを使用し、CO2の発生を抑え、クリーンな環境を保っています。

ISZ-2工法(NEW)
ISZ-2工法 施工図
RC壁、ALC壁・丸穴
標準施工図
国土交通大臣認定 PS060WL-1152
(一財)日本消防設備安全センター性能評定 KK2021-008号
使用材料…ISZパテ、受金具75h(必要に応じて)
ISZ-2工法は壁面片側から75mm充填する方法です。
CMA-2工法
CMA-2工法 施工図
RC壁、ALC壁・丸穴
標準施工図

国土交通大臣認定 PS060WL-0369
(一財)日本消防設備安全センター性能評定 KK19-149号
使用材料…CMAパテ、受金具100h
CMA-2工法は壁面片側から100mm充填する方法です。
ISZ-2工法は従来の工法より使用材料を減らし、地球環境に配慮した製品です。

